鋼鉄による分離は、くさび形状の鋼鉄の材料への食い込みにより切り離すのが特徴です。鋼鉄切断は主に柔らかい材料の加工やトリミングに使用されます。
パンチング、穴あけ、せん断加工

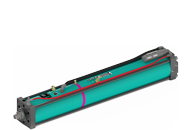
| ストリッパーとパンチ |

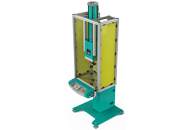
| TOX®-パンチングシステム SHR |

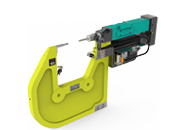
| モジュールガンシステム |
原則として、加工対象は問いません:薄板金属、プラスチック、ボール紙、繊維、フォイル
何をお望みですか:閉削または開削、形状せん断(平削りと縁加工)、単点または多点穴あけを1ストロークで、または1ストレークで穴あけ+フィーディング+キャリブレーション
弊社の品質への献身がお客様に最大の利益をお届けします:
DIN 8588によると、割りや穴あけは、切れ刃を使ったピースパーツの非せん断機械的分離とされています。この工法では、非常に短時間に金属その他の材料の正確で複雑なピースパーツを生産できます。
この工法は、薄板金属、自動車産業の半製部品、白物家電産業のプラスチック部品などの半製品をさらに加工する場合に主に使用されます。
穴あけの主要なグループ
鋼鉄での切断、2つの近接鋼鉄での切断、せん断による分離。
鋼鉄切断
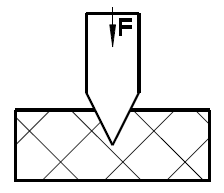
鋼鉄による分離は、くさび形状の鋼鉄の材料への食い込みにより切り離すのが特徴です。鋼鉄切断は主に柔らかい材料の加工やトリミングに使用されます。
2つの近接鋼鉄によるせん断
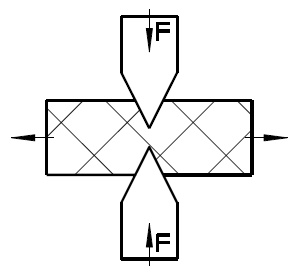
スチールカッティングと違って、2つのくさび形状の鋼鉄が材料に食い込みます。一対のガンによるピンチングはこの種の分離の一例です。
また、この工程は主に柔らかい材料の加工やトリミングに使用されます。
せん断加工
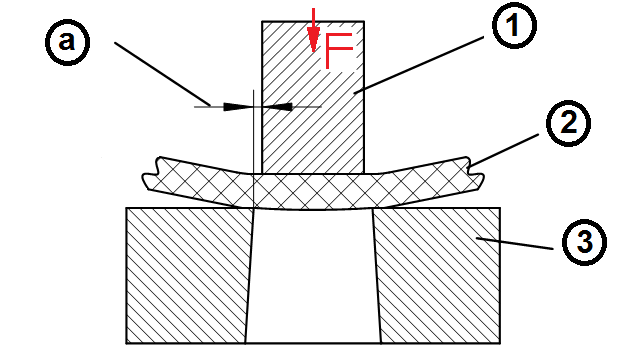
[1] ポンチ
[2] 穴あけパーツ
[3] ダイ
[a] ダイのクリアランス
[F] 力
せん断加工は、工業で最もよく使用される加工であり、非常に生産性が高く商業的にも優れています。この加工は、相互に動く(少なくとも片方)切れ刃によって行われます。せん断面の材料部分は相互にシフトします。この加工には3段階必要です:
せん断力によりシートが弾性たわみを生じ、塑性変形して塑性フローを生じます。最終的に、クラッキングが発生して材料が破断、つまりせん断されます。せん断時、一般には、開削と閉削では違いがあります。開削の例は、金属片の切断(ハサミによる切断など)です。総切断ラインがピースパーツ以内の場合は、閉削となります。
最適なせん断、高いせん断品質、ツールの長寿命には、ダイのクリアランスが正確であることが条件となります。必要なダイのクリアランスは、せん断長と板厚によって変わります。
TOX®-穴あけシステムのカタログの表に、ダイのクリアランスの値が記載されています。
穴あけ加工のシーケンス
ツールはプレス機またはピアスボウに取り付けられます。
打ち抜きポンチ付きの上部ツールはドライブによってワーク方向に動きます
スプリング式ストリッパーはピースパーツ上に位置決めされ、スプリングが一緒に押されます。
打ち抜きポンチが接触し、さらに力が加わります。
最適なダイクリアランスの場合は、打ち抜きポンチが薄板に、ピースパーツの1/3まで食い込みます。
穴あけスラグがダイを抜け、駆動システムが突然解放されます。このような圧力の解放は"切断インパクト"とも呼ばれます。
穴あけスラグが排出されます。
ツールのせん断品質は以下によって決まります:
せん断ツールの構造と動作モードが生産結果を左右します。その他に、ガイドのタイプによっても違いが出ます。せん断ツールのガイドには、基本的に3タイプあります。
TOX® PRESSOTECHNIKの考え抜かれたモジュラーシステムは、大部分のパンチングアプリケーションに完全なソリューションを提供します。適切なコンポーネントを選択してアプリケーションに必要なシステムを構成します。
コンポーネントはプレスシステムの基礎であり、システムナビゲーターで組み合わせを行います。
パンチンングマシンの計算
システムのサイズを決めるには、せん断力の計算が必要です。
Fs= ls x s x ks
Fs = せん断力
ls = せん断長
s = 板厚
ks = せん断強度(約0.8 x Rm)
Rm = 材料の引張強さ
ガンまたはツールの設計では、約20%の安全値を加える必要があります。
べベルグラウンド鋼はせん断力を大幅に削減します。傾斜角は最大10°。
総せん断力が25kNを超えると、構造上の対策が必要になります。


|
コンタクト
JP: 092- 934-4888
コンタクトフォーム
|
|
Cookie Information
我々のウェブサイトの内容を可能な限り最適に表示する為に、クッキーを設定しています。 クッキーの調節作業により、貴方のブラウザーを妨害したり 規制することが出来ます。 |